Siniat entreprend de décarboner la production de son usine de plaques de plâtre à Auneuil

Membre du Groupe Etex, Siniat a entrepris de réduire sa consommation d’énergie et de décarboner sa production. C’est un processus long, mis en œuvre par étapes.
Publi-Information 



L’usine Siniat d’Auneuil, près de Beauvais dans l’Oise, fabrique des plaques de plâtre, consomme entre 220.000 et 250.000 m³ d’eau par an et jusqu’à 800 MWh de gaz naturel par jour.

Bien que le groupe Etex, dont Siniat fait partie, agrège ses achats d’énergie au niveau européen, l’usine a tout de même subit la forte hausse des prix du gaz en 2022. Ils sont retombés depuis. Mais cette hausse majeure et brutale a concentré l’attention des dirigeants de l’entreprise. Ils ont donc décidé d’un plan d’investissement de 30 millions d’euros, baptisé EcoEnerGy pour Ecologie, Energie et Gypse, pour tout à la fois réduire la consommation de gaz naturel et d’électricité, améliorer le recyclage des plaques de plâtre et réduire les émissions de GES (Gaz à effet de serre). ©Siniat

Voici l’équipe chargée de mener à bien la décarbonation de l’usine Siniat d’Auneuil, de gauche à droite : Yrina Yermakova, directrice développement durable et santé, sécurité et environnement, Valérie Lebon, directrice général d’Etex France Building Products, Cédric Monatte directeur industriel et Marc-Robert Jean, directeur du marketing. ©PP
Le groupe Etex
Siniat, ex-Plâtres Lafarge, a été acquis par le groupe belge Etex il y a dix ans environ. Créé à Bruxelles en 1905, le groupe Etex possède des implantations dans 47 pays du monde, ainsi que 11 marques commerciales, dont les plus connues sont Eternit pour la fibre-ciment, Siniat pour les plaques de plâtres, carreaux de plâtre, panneaux en fibre-ciment, Promat, Cedral et Ursa depuis juin 2022. Le chiffres d’affaires du groupe a atteint 3,714 milliards d’euros en 2022, contre 2,972 en 2021, dont 19% réalisés en France, 10% en Allemagne et 73% dans l’ensemble de l’Europe. Le résultat 2022 se monte à 645 millions d’euros et le groupe investit plus de 30 millions d’euros par an dans la recherche et l’innovation.
Etex est attentif à ses émissions de GES et les a réduites de 19,9% dans le monde en 2022, par rapport à 2018. 100% de l’électricité consommé par ses usines et ses bureaux en Europe et en Amérique Latine est certifié d’origine renouvelable.
Le groupe fait également un effort particulier pour réduire la consommation d’eau de ses usines. En 2022, l’intensité de consommation d’eau, c’est-à-dire le volume d’eau en m³ consommé par tonne de produit vendable, est descendue à 0,76, contre 0,84 en 2021.
Maximiser le réemploi de rebus de plâtre et de matière issue des chantiers
A Auneuil, l’impératif de réduction de la consommation d’énergie et de la consommation d’eau progresse par étapes. L’usine d’Auneuil compte 170 salariés et sur son implantation de 24 ha, fabrique 50 millions de m² de plaques de plâtre par an, soit environ 150.000 plaques par jour. L’usine fabrique également 2 millions de m² de cloison (plaque de plâtre/nid d’abeille/plaque de plâtre) par an, ainsi que 30.000 km de profilés métalliques. En juin 2023, le site d’Auneuil fêtera ses 50 ans.

Pour fabriquer des plaques de plâtre à Auneuil, tout commence par la préparation de la matière première. C’est un cocktail savant de Gypse "neuf" extrait de deux carrières d’Île-de-France et de matière issue du recyclage des plaques de plâtre. ©Siniat

L’usine d’Auneuil consomme 1600 t/jour de gypse neuf, acheminé par 55 camions par jour, 5 jours sur 7, toute l’année. Le gypse provient à 60% d’une carrière souterraine située sous la forêt de Montmorency et à 40% d’une carrière à ciel ouvert à Le Pin dans le 77. ©PP

Côté matière issue du recyclage, Siniat réincorpore ses propres rebuts de production dans sa fabrication depuis déjà 20 ans. Les plaques de plâtre recyclées proviennent à la fois des chutes et déchets de production de l’usine qui sont recyclés à 100% et de plaques de plâtres déposées sur des chantiers de démolition ou de rénovation.
Ces plaques déposées sont collectées, dans le cadre de l’offre de services volontaires EcoPlâtre de Siniat, par environ 150 entreprises de collecte à travers la France, puis transformées – c’est-à-dire finement broyées - par deux partenaires transformateurs de Siniat, avant d’être livrées dans ses usines. ©PP


L’Ademe estime le gisement annuel de plaques de plâtre recyclable à 600.000 tonnes. Seulement 25% de ce gisement sont recyclés pour l’instant. Le reste est mis en décharge. Le groupe Etex consomme déjà en France 76.000 t de plaques recyclées par an, en plus de ses propres rebus de production, soit 13% du gisement potentiel. Le but de l’entreprise est naturellement d’augmenter la part de matière recyclée dans sa production. C’est une question à la fois technique et financière. Le transport des matières recyclées pèse lourd dans l’équation financière. Si les sites de recyclage se trouvent à une distance correcte de l’usine, la matière recyclée est au même prix, voire même à un coût un peu inférieur au gypse issu des carrières. ©PP
Siniat est également engagé dans un programme de recherche pour parvenir à utiliser des déchets et des coproduits d’autres industries.
La fabrication des plaques de plâtre

Ritleng, partenaire alsacien de Siniat dans le recyclage des plaques issues de chantiers, va construire une nouvelle usine de recyclage des déchets de plaques de plâtre à proximité immédiate de l’usine d’Auneuil. Un fois traités, ce ne seront plus des déchets, mais des matières premières issues du recyclage. ©PP

Aujourd’hui, Siniat sait incorporer entre 15 et 25% de matière première issue du recyclage dans la fabrication de ses plaques, selon leur type. Le but à moyen terme est de parvenir à au moins 30% de matière recyclée dans toutes les plaques. Une plaque de plâtre est constituée à 95% de gypse et 5% de carton sur les deux faces. ©PP
Les matières recyclées passent d’abord dans le broyeur cuiseur où elles sont rebroyées et cuites – une molécule d’eau est enlevée lors de la cuisson pour obtenir un semi-hydrate de gypse et de carton. La matière passe dans le séparateur où les fibres de cartons sont filtrées par gravité, collectées et envoyées chez un fabricant de carton qui livre les bobines de carton à l’usine.

Le carton de ces bobines est à 100% fabriqué avec des matières recyclées. ©PP

Ensuite, le gypse issu de la préparation de la matière première est finement épuré dans le Venopic, un bâtiment spécifique dont sort de la matière directement utilisable pour la fabrication des plaques. ©Siniat
Le gypse est ensuite mélangé à quelques additifs et à beaucoup d’eau pour obtenir un mélange liquide qui sera versé sur le lit de formage ou les plaques sont constituées, lissées et découpées avant de pénétrer dans le séchoir.
L’usine d’Auneuil consomme entre 220 et 250.000 m³ d’eau par an, dont 55.000 m³ issus de la récupération des eaux de pluies, filtrées puis utilisées en production. Siniat met en place un plan pour récupérer l’eau de pluie chez ses voisins dans la zone industrielle d’Auneuil pour augmenter la part d’eau de pluie dans la consommation d’eau. Enfin, l’entreprise récupère 5% des condensats, pour l’instant, évacués durant le séchage des plaques. Dans une autre usine de la vallée du Rhône, Siniat s’apprête à utiliser l’eau issue d’une station d’épuration. Le gouvernement demande une réduction moyenne de 10% de la consommation d’eau dans l’industrie. Etex et Siniat se sont dotés d’un plan national pour économiser l’eau. En effet, plus on incorpore d’eau dans le plâtre qui formera les plaques, plus l’usine consomme d’énergie dans le séchage de ces plaques.
Réduire les consommations d’eau passe donc par une nouvelle éco-conception des plaques qui requiert moins d’eau.
200 mètres de séchoir
Le principal consommateur d’énergie dans l’usine d’Auneuil est le séchoir. Un séchoir était en place depuis l’origine de l’usine. Il avait été modernisé à plusieurs reprises.

Mais au début de l’année 2023, l’usine a fermé trois mois : le vieux séchoir a été démonté, puis remplacé par un nouveau séchoir de 200 m de long sur 8 m de hauteur (12 niveaux de plaques), qui réduit la consommation de gaz du séchage de 20% et augmente la cadence de de 10%. Il a coûté 15 M€, dont environ 5 M€ financés par France Relance. Avant l’installation du nouveau séchoir, l’usine consommait 800 Mwh de gaz naturel par jour, dont 60% pour le séchage, soit 480 MWh/j. Le nouveau séchoir a réduit la consommation de 80 Mwh/j. Les plaques traversent le séchoir à la vitesse de 106 plaques par minute et passent en moyenne 40 à 45 minutes dans le séchoir, selon leur épaisseur. ©Siniat

L’étape ultérieur du plan de réduction des consommations de gaz, rendue possible par la technologie du nouveau séchoir, consiste à produire la chaleur dont il a besoin largement à partir d’une autre source que le gaz : biomasse, extraction de déchets de bois enfouis en décharge locale et combustion dans une chaudière adaptée, … Les diverses solutions sont encore en cours d’évaluation. Mais l’idée est de produire de la vapeur qui sera utilisée dans chaque segment du séchoir pour chauffer l’air de séchage introduit. Le but, à la fin du plan EcoEnerGy, est de réduire de 70 à 80% l’actuelle consommation de gaz naturel. ©Sinait

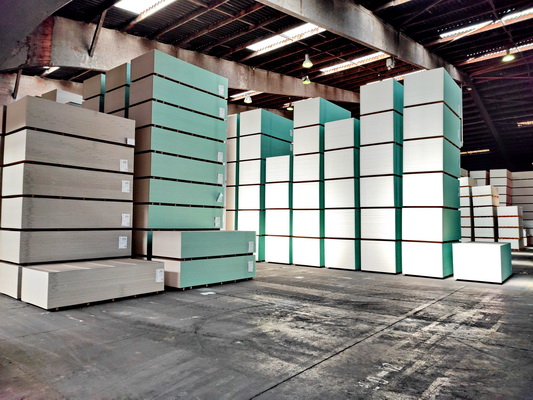
Lorsque l’espace de stockage de l’usine Sinait d’Auneuil est plein, il contient jusqu’à 10 jours de production. ©PP
L'auteur de cet article

Articles qui devraient vous intéresser




Pour aller plus loin ...